

砂带是一个特殊的磨料产品,因为没有特别固定的尺寸,需要根据用户的设备尺寸来调节砂带的周长。原始的砂纸卷或者砂布卷,大多为1170mm高度*100M长度。
而砂带是如何对接起来,并且还能承受机器的工作拉伸强度而不断列的呢?
一、常用接头方法
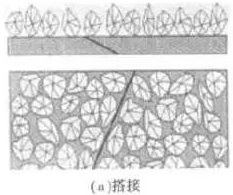
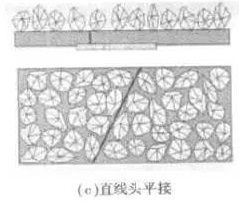
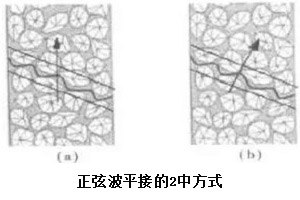
常用的接头方法主要有:平接和搭接两种,或叫对接和衬接,而平接按切边形状又分为直平接和正弦波平接两种。
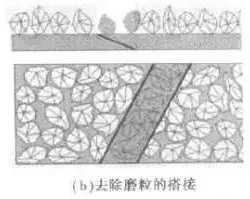
搭接,常用于各种砂带接头。(b)中去除接头处磨粒是为了使砂带加工在接合处不产生痕迹。对于搭接的砂带使用时应注意运转方向,接头上的一层应是进入方向,这样使接头在进入磨削时承受压力和剪切力。且剪切力也有利于使接头受力情况。
 |
 |
砂带搭接是平接头砂带情况。接头下游一层很薄(约0.075mm)但强度高的聚脂薄膜作为衬底。这种接头砂带适合于高速磨削和精密磨削,且转向不受限制。2中搭接法相比较,(c)的直线型平接强度不如(d)的正弦波型接法,且柔性也不如后者。这是因为正弦波形除了粘结更可靠外,基材本身也有相锁紧的作用。
 |
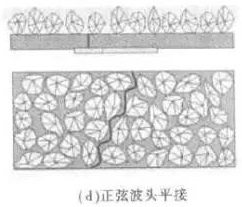 |
正弦波接头是一种较新的接头形式。正弦波的剪切形式又有两种,使用图(a)的形式能具有更均匀的着力分布。
两者都有利于增加材料的浪卡强度,减少直边接头中的胶接翻边现象,这不仅使得更薄更少的衬补材料 具有更大的抗拉强度,而且这种接头砂带运行平稳,不易出现磨削痕迹。平接头砂带替代逐渐代替搭接法,因为接头胶和接头衬接材料的技术进步,以及相对价格的降低和获得这些材料的渠道更为畅通等因素。
二、接头制作工序
1、裁剪
按用户所需的规格切取长度和宽度,确定适当的接头角度β,裁取坯件。所谓接头角度是指家头边与旋转方向的夹角。接头角越大,接头边越短,相应的接头强度越小。反之亦然。一般来说,砂带宽度越小,则所选用的接头角也越小,接头边也较长,这样可以增大接头面积,提高接头强度。一般砂带的接头应在45°~85°选择。
2、接头磨边
磨边是将砂带接头部位的胶砂层或浆层去掉,以保证接头粘结牢固、厚度适中。在搭接过程中,下方的成为下头边,位于上方的成为上头边。磨边应将下接头边的磨料层和粘结剂层(胶砂层)去掉,而将上接头边的浆料磨掉。为了保证接头厚度与磨具本身厚度一致,有时上接头边正面也需去掉一部分胶砂层。对于衬垫接头,主要是去掉接头部位背面的浆料,对于正面的胶砂层一般不去掉,或只轻微去掉。
磨边过程中去除磨料这道工序,一般都采用金刚石砂轮,磨去粘结剂和部分基材这道工序则采用砂带进行。磨背面浆料层可用砂带或钢丝刷。
现在性能优良的磨边设备,下接头磨边一般有4个磨头:两个金刚石砂轮,一个正砂带,一个斜砂带,如果再加上涂胶头就是5个。上接头磨边一般有3个磨头,一个砂带,一个钢丝刷,一个金刚石砂轮(打磨正面磨料),再加上涂胶头就是4个。
下接头磨边和上接头磨边可分两台设备进行,也可在一台设备上同时进行。
3、涂黏胶
在专用的涂胶机上将接头胶涂在已打磨好的接合面上,待半干状态时,将两接头打起来并在热压接头机上压合。涂黏胶过程中应注意粘结剂的均匀,厚度也应适当。
4、烘干
接头机本身压头会加热的,砂带接头在压合过程中使接头胶基体基本固话了,存放一段时间冷却即可。